




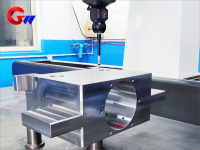
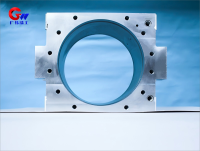
Lagersitz für die transferseitige Arbeitswalze eines Warmwalzwerks
Der Lagersitz der Arbeitswalze ist eines der Schlüsselprodukte von GW Precision.
Listen Sie die Kernfunktionen und Betriebsanforderungen des Lagersitzes der Arbeitswalze auf der Getriebeseite des Warmwalzwerks wie folgt auf:
Kernfunktionen
Drehmomentübertragung: verantwortlich für die Drehmomentübertragung vom Hauptgetriebe zur Arbeitswalze (Spitzendrehmoment kann 500 kN · m erreichen)
Dynamische Lastaufnahme: Belastbar gegen Walzkräfte (2000-6000kN einseitig) und wechselnde Stoßbelastungen
Genauigkeitserhaltung: Stellen Sie sicher, dass der Rundlauf der Arbeitswalze ≤ 0,04 mm beträgt (wodurch eine Dickentoleranz von ± 0,15 % für den Bandstahl gewährleistet wird).
An die Arbeitsbedingungen anpassen
Temperaturbereich: Betriebstemperatur der Lagerposition 80–120 °C (momentaner Spitzenwert 180 °C)
Rollgeschwindigkeit: ≤ 15 m/s (bis zu 20 m/s bei Kombination mit Ölfilmlagern)
Walzenwechselhäufigkeit: ≥ 1 Mal/Schicht (erfordert schnelle Demontage und Konstruktion)
- GW Precision
- Luoyang, China
- Vertragliche Vereinbarung
- Die jährliche Kapazität beträgt 500 Stück
- Information
Lagersitz für die transferseitige Arbeitswalze eines Warmwalzwerks
Werkstoff- und Fertigungsnormen für den Lagersitz der Arbeitswalze auf der Transmissionsseite des Warmwalzwerks
Hauptmaterial
Marke: ZG35CrNiMoV (Sondergütestahlguss)
Zutatenoptimierung:
|Elemente | C 0,33-0,37 | Cr 1,0-1,3 | Es ist 1,2-1,6 | Mo 0,3-0,5 | V 0,15-0,25|
Leistungsvorteile:
Hochtemperaturfestigkeit (σ₀.₂ ≥ 650 MPa bei 300 °C)
Ermüdungslebensdauer (Nf ≥ 2 × 10⁶ mal bei Δσ=400 MPa)
Wichtige Komponentenmaterialien
Oberflächenhärte der Bauteilmaterialien nach der Wärmebehandlung
Lagersitz des Arbeitswalzenkörpers ZG35CrNiMoV vergütet+ausgelagert HB 300-330
Drehmomentübertragungs-Passfedernut 42CrMoA Nitrierbehandlung HV 800-900
Versiegelte Endkappe aus Duplex-Edelstahl 2205, lösungsgeglüht, HRC 28–32
Wärmebehandlung und Oberflächenbehandlung des Lagersitzes der Arbeitswalze auf der Getriebeseite des Warmwalzwerks
Wärmebehandlungsprozess
A [Lichtbogenofenschmelzen] -->B [Argonschutzgießen]
B -->C [880 ℃ × 6h Normalisierung]
C -->D [850 ℃ Ölabschrecken + 620 ℃ Anlassen]
D -->E [-80 ℃ × 4h Kryobehandlung]
Oberflächenverstärkung
Lagerbohrungs-Hyperschall-Flammspritzen (HVOF) WC-12Co-Beschichtung (Dicke 150–200 μ m, HV ≥ 1300)
Laserabschrecken der Dichtfläche (Härteschichttiefe 1,2–1,5 mm, HRC ≥ 52)

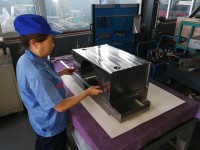
1. Vertikales Bearbeitungszentrum: Fräsen Sie entsprechend der Ansichtsform eine Tiefe von 5 mm, um den positiven Riemen zu finden (jede Seite bietet Platz für 1,5–2 mm). Reinigen und entfernen Sie zur Inspektion die scharfen Kanten. (erstes Stück zur Inspektion)
2. Horizontalbohrmaschine:Es wurde festgestellt, dass für jede Oberfläche des normalen Riemens ein Rand von 1,5–2 mm reserviert ist und der Rand der Nut in der Ansicht 1,5–2 mm beträgt. Der Rand des Lochs im Loch beträgt 3–4 mm. Die Länge jedes Lochs beträgt 2–3 mm. Und die klare Kante wird zum Entfernen der scharfen Kante des Grates zur Inspektion verwendet. (erstes Stück zur Inspektion)
3. Vertikales Bearbeitungszentrum: Fertigfräsen gemäß den Anforderungen (Passfläche ohne Toleranz), Fräslänge auf die richtige Kantentiefe von 5 mm ermitteln, Bohren gemäß den Anforderungen, Restmenge auf jeder Seite 1 ≤ 1,5 mm, jede Lochlänge gemäß den Anforderungen und Punkt auf die beiden Enden des Lochmittellochs, um die Maßtoleranz und die Form- und Positionstoleranz des Lagersitzes sicherzustellen.
4. Bankarbeit:Jede Gewindebohrung ist an die Positionierbohrung im unteren Bereich des Gewindes entsprechend den Anforderungen des Lagersitzes der Arbeitswalze angepasst.
5. Bankarbeit:Andere Ölloch- und Schraubenlochbohrungen, Gewindebohren; Reinigen und Entfernen scharfer Kanten von Graten zur Inspektion. (Erstes Stück Lagersitz zur Inspektion)
6. Endkontrolle: Scharfe Kanten von Graten durch Reinigen entfernen und zur Inspektion einschicken, sowie eine Inspektionsliste für den Lagersitz erstellen.

Prüf- und Testvorschriften für den Lagersitz der Arbeitswalze auf der Transmissionsseite des Warmwalzwerks
Materialprüfung
Zusammensetzungsanalyse: ICP-Spektrometer (Elementabweichung ≤± 0,01%)
Zerstörungsfreie Prüfung:
Ultraschallprüfung (EN 12680-3 Klasse 1)
Magnetpulverprüfung (ASTM E709, Risserkennung ≤ 0,1 mm)
Leistungstests
Qualifizierungsindikatoren für die Standardmethode des Testprojekts
Statischer Belastungstest ISO 19973-1 1,8-fache Nennlast ohne Verformung
Dynamischer Ermüdungsversuch DIN 50100 10 ⁷ Zyklen ohne Risse
Dichtungsleistungstest ISO 5208 Klasse A 0,6 MPa Druckhaltung ohne Leckage
dynamische Erkennung
Dynamisches Auswuchtniveau: Niveau G0.4 (ISO 1940-1)
Vibrationsintensität: ≤ 2,5 mm/s(GB/T 29531)
Häufig gestellte Fragen
1. Kannst du das machen Lagersitz für die Arbeitswalze Produkt Gemäß den Anforderungen des Kunden?
A: Ja, wir können Ihren spezifischen Anforderungen entsprechen.
2. Kann ich Ihre Fabrik besuchen, bevor wir bestellen? ?
A: Ja, willkommen zu unserer Exkursion in unserer Fabrik.
3. Wo befindet sich der nächstgelegene Hafen zu Ihrem Unternehmen?
A: Der Hafen von Shanghai ist der nächstgelegene.
4. Können wir für den Lagersitz der Arbeitswalze unterschiedliche Materialien wählen?
A: Ja, es kann je nach Ihren Anforderungen ausgewählt werden.
5. Wie lange dauert die Lieferung des Lagersitzes für die Arbeitswalze?
A: Normalerweise dauert es auf dem Seeweg eineinhalb bis zwei Monate. Es hängt von der Menge Ihrer Bestellung ab.
6. Was ist in Ihrem Paket enthalten?
A: Wir verwenden Holzkisten für den Export.





