




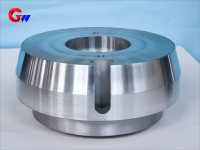
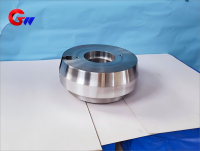
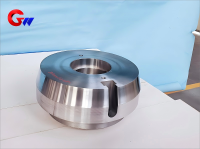
Rollenkegelkopf aus Stahlguss
Der Walzenkegelkopf aus Präzisionsgussstahl von GW ist eine der wichtigsten Komponenten eines Walzwerks.
- GW Precision
- Luoyang, China
- Vertragliche Vereinbarung
- 1000 Stück
- Information
Rollenkegelkopf aus Stahlguss
Der Rollenkegelkopf aus Gussstahl wird hauptsächlich in metallurgischen Walzwerken, Bergbaumaschinen, Schwermaschinen und anderen Anwendungen eingesetzt, die hohe radiale und axiale Belastungen erfordern. Sein Konstruktionsmerkmal ist die Verwendung von Kegelrollenlagern (z. B. der TIMKEN-Serie), um gleichzeitig radialen und axialen Kräften standzuhalten und für hohe Stoßbelastungen, hohe Geschwindigkeiten oder hohe Belastungen geeignet zu sein.
Anwendungsszenarien des Walzenkegelkopfes aus Stahlguss
1. Hauptanwendungsgebiete
Warm-/Kaltwalzwerk: Unterstützt die Arbeitswalze, Zwischenwalze oder Stützwalze, um der Walzkraft und der axialen Bewegung standzuhalten.
Bergbaumaschinen: werden für Antriebssysteme schwerer Geräte wie Brecher und Kugelmühlen verwendet.
Windkraftanlage: Großer Lagersitz für die Hauptwelle einer Windturbine.
Schiffe/Schwermaschinen: Hochbelastete rotierende Komponenten wie Propellerwellen und Getriebe.
2. Jobmerkmale
Hohe Belastung: Hält radialen Kräften (Walzkraft) und axialen Kräften (Rollenbewegung) stand.
Umgebung mit hohen Temperaturen und hoher Verschmutzung: Unter Warmwalzbedingungen sind Hitzebeständigkeit und Oxidationsschutz erforderlich. Die Bergbauumgebung muss staub- und wasserdicht sein.
Hohe Präzisionsanforderung: Die Passgenauigkeit zwischen der Innenbohrung des Lagersitzes und dem Außenring des Lagers (normalerweise H7- oder H8-Niveau).
Wärmebehandlungsverfahren für konische Lagersitze von Stahlgussrollen
Der konische Lagersitz der Stahlgussrolle besteht üblicherweise aus niedriglegiertem Stahlguss (z. B. ZG35CrMo, ZG42CrMo) und der Wärmebehandlungsprozess ist wie folgt:
1. Vorbehandlung (Glühen oder Normalisieren)
Zweck: Beseitigung von Gussspannungen, Verfeinerung der Korngröße und Verbesserung der Bearbeitbarkeit.
Vorgang: Auf 850-900 erhitzen℃und vor dem Abkühlen an der Luft (Normalisieren) oder im Ofen (Glühen) warm halten.
2. Abschreck- und Anlassbehandlung (Abschrecken + Anlassen)
Abschrecken: Erhitzen auf 850-900℃(je nach Material), Ölabschrecken oder Wasserabschrecken (um Verformungen zu vermeiden).
Anlassen: Anlassen bei 500-650℃um eine martensitische Struktur zu erhalten, die Festigkeit und Zähigkeit ausbalanciert (Härte HB 250-320).
3. Lokale Oberflächenverstärkung (optional)
Induktionshärtung: Hochfrequenzabschrecken der Lagereinbaufläche zur Verbesserung der Verschleißfestigkeit (Härte HRC 50-55).
Aufkohlen/Nitrieren: geeignet für hochlegierten Stahl zur Verbesserung der Ermüdungsbeständigkeit.
4. Spannungsarmglühen (nach der Feinbearbeitung)
Niedertemperaturglühen bei 200-300℃eliminiert Bearbeitungsspannungen und verhindert Verformungen.
Funktionseinführung:
1. Drehmomentübertragung: Kegelköpfe dienen zur Übertragung des Drehmoments des Motors mehr
effizient und sorgt für einen reibungslosen Walzvorgang.
2. Verbessern Sie die Verbindungsstabilität: Das Kegelkopfdesign trägt dazu bei, die Verbindungsstabilität zwischen
Rollenkopf und Kupplungswelle, wodurch ein Lösen oder Verschleiß bei hohen Geschwindigkeiten verringert wird.
3. Anpassung an unterschiedliche Rollbedürfnisse: Das Design des Kegelkopfes hilft bei der Anpassung an verschiedene Arten von
Walzprozesse wie Warmwalzen und Kaltwalzen sowie die Walzanforderungen verschiedener Materialien.
Verwandte Produkte




