






Arbeitswalzenlagersitz auf der Bedienseite des Warmwalzwerks
Die Kernfunktion und die Anforderungen an die Arbeitsbedingungen des Arbeitswalzenlagersitzes auf der Bedienseite des Warmwalzwerks
Kernfunktionen
Positionierung und Unterstützung der Walzen: Tragen Sie die radiale Last (1500–4000 kN auf einer Seite) und die axiale Kraft (≤ 10 % der radialen Kraft) der Arbeitswalze des Warmwalzwerks.
Schnittstelle für schnellen Rollenwechsel: Integrierter hydraulischer Verriegelungsmechanismus (Druck 20–25 MPa), Rollenwechselzeit ≤ 15 Minuten.
Thermische Verformungskompensation: Bei einer Walztemperatur von 300–600 °C wird der axiale Wärmeausdehnungsspalt auf 0,1–0,15 mm/100 °C begrenzt.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Vertragliche Vereinbarung
- Die jährliche Kapazität beträgt 500 Stück
- Information
Arbeitswalzenlagersitz auf der Bedienseite des Warmwalzwerks
Kompatible Modelle
4-Walz-Warmwalzwerk: Bandbreite 800–2200 mm, Walzgeschwindigkeit ≤ 12 m/s.
Reversibles Vorwalzwerk: Walzkraftschwankung ± 25 %, Stoßbelastungsfrequenz ≥ 5 Mal/Minute.

Spezifikation für Material und Wärmebehandlung des Arbeitswalzenlagersitzes auf der Bedienseite des Warmwalzwerks
Hauptmaterial des Lagersitzes der Arbeitswalze
Stahlgusssorte: ZG35CrNiMo (optimierte Zusammensetzung)
Element | C 0,32-0,38 | Cr 0,8-1,2 | Es ist 1,0-1,5 | In 0,2-0,4|
Leistungsmerkmale:
Hochtemperatur-Streckgrenze (σ₀.₂ ≥ 550 MPa bei 500 °C);
Schlagenergie bei niedriger Temperatur (-20 °C AKV ≥ 50 J).
Wichtige Komponentenmaterialien
Bauteilmaterial Wärmebehandlung Oberflächenbehandlung
ZG35CrNiMo vergüteter Lagersitzkörper + Spannungsentlastung durch Kugelstrahlen (Sa2.5)
Verschleißfestes Auskleidungsblech 42CrMo4, induktionsgehärtet, hartverchromt (30-50 μ m)
Dichtungskomponente Edelstahl 316L, Mischkristallbehandlung, elektrolytisches Polieren
Wärmebehandlungsprozess
Abschrecken: 850 ± 10 ℃ × 4 h (Ölkühlung, Abkühlrate ≥ 80 ℃/s);
Anlassen: 580 ± 10 ℃ × 6 h (Luftkühlung, Härtekontrolle HB 280–320);
Kryogene Behandlung: – 80 °C für 2 Stunden (zur Verbesserung der Dimensionsstabilität).
Mechanische Bearbeitung und Montagegenauigkeit des Arbeitswalzenlagersitzes auf der Bedienseite des Warmwalzwerks
Kritische Maßtoleranzen
Methoden zur Projekttoleranzprüfung
Lagerlochdurchmesser (Φ) H6-Ebene (± 0,015 mm) pneumatisches Messgerät + Drei-Koordinatensystem
Ebenheit der Installationsoberfläche ≤ 0,02 mm/m elektronische Wasserwaage
Hydraulikölkreislauf-Querlochfase R0,5 ± 0,1 mm Industrie-Endoskop
Montageanforderungen für den Arbeitswalzenlagersitz eines Warmwalzwerks
Lagervorspannkraft: Die axiale Vorspannung von Kegelrollenlagern beträgt 0,05–0,08 mm (gemessen mit einer Messuhr);
Dichtspalt: radial 0,3–0,5 mm (Labyrinthdichtung), axial 1,0–1,2 mm.

Die oben genannten Vorteile unseres Unternehmens bei der Herstellung von Lagersitzen machen unser Unternehmen zu einem führenden Unternehmen bei der Herstellung von Lagerblockprodukten im Inland. Produktionsaufträge sind branchenführend. Die Mitarbeiter des Unternehmens werden in der zukünftigen Produktion und Verarbeitung die fortschrittlichen Managementideen derselben Branche erlernen, sodass das Unternehmen seine Kunden besser bedienen und gemeinsam mit ihnen wachsen kann.
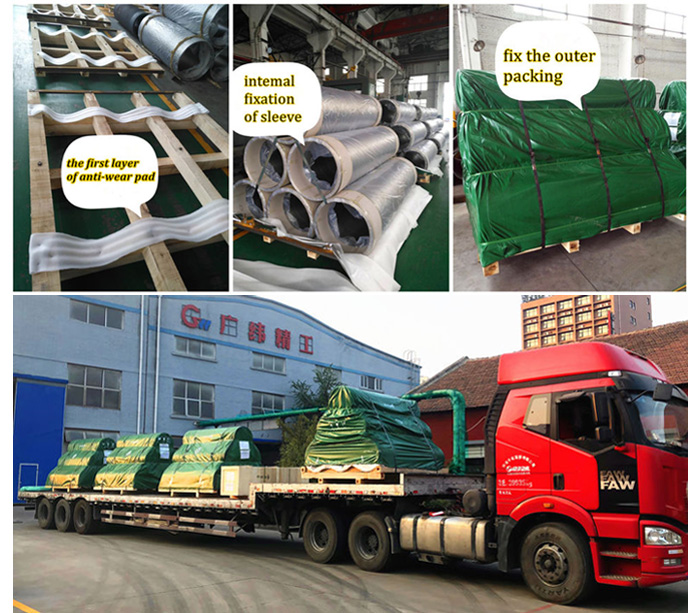
Verpackung
Beginnen Sie Ihren Tag richtig, indem Sie Kontakt aufnehmen mit Luoyang Guangwei Präzisionsfertigungstechnologie Ltd. für alle Warmwalzwerkmaschine des Arbeitsrollenlagerblocks auf der Bedienseite Spindelreparaturbedarf, den Sie möglicherweise haben.
Wir verfügen über die Technologie, die Ausrüstung und das Wissen, um sicherzustellen, dass Sie hundertprozentig zufrieden sind.
Unsere Techniker verfügen über äußerst viel Erfahrung und gehören zu den Besten der Branche.
Kommen Sie vorbei und sehen Sie, wie wir Ihnen Ausfallzeiten ersparen und Ihren Betrieb aufrechterhalten können.
Zeit ist Geld, rufen Sie jetzt an!



