




Zwischenrollenlager-Keil einer Warmwalzmaschine
Vorteile des Präzisions-Zwischenrollenlagerkeils von GW:
Hochpräzise, intelligente CNC-Fertigungsanlagen, Hightech-Personal, ein ausgereiftes Verarbeitungssystem, ein strenger Qualitätskontrollprozess und ein hervorragender Produktionsmanagementprozess sind die Garantie für qualitativ hochwertige Produkte.
Um die Qualität der Zwischenwalzenlager-Einbaustücke besser zu gewährleisten, hat das Unternehmen zusätzlich zur regulären Größenprüfung eine hochpräzise mobile Dreipositionen-Standardmessmaschine in Brückenbauweise mit einer Erkennungsgenauigkeit von bis zu 2 Mikrometern angeschafft, um eine absolute Prüfgrundlage für die Prüfung der Größen- und Verhaltenstoleranzen verschiedener Teile zu gewährleisten.
- Guangwei Precision
- Luoyang, China
- Vertragliche Vereinbarung
- Die jährliche Kapazität der Stahlspule beträgt 4000 Stück
- Information
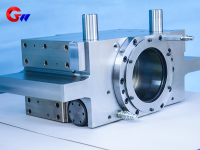
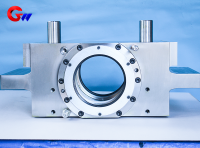
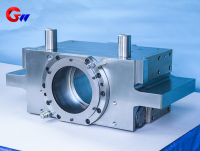
Zwischenrollenlager-Keil einer Warmwalzmaschine
Der Zwischenwalzenlagerblock im Warmwalzwerk ist eine Schlüsselkomponente in der Warmwalzproduktionslinie. Er wird hauptsächlich zur Unterstützung und Befestigung der Zwischenwalze verwendet und hält enormen Walzkräften, Aufprallkräften und hohen Umgebungstemperaturen stand.
Anwendungsszenarien vonZwischenrollenlagersitzim Warmwalzwerk
Arbeitsumgebung
Hohe Temperatur: Während des Warmwalzprozesses kann die Temperatur des Walzwerks über 800 °C erreichen und der Lagersitz muss Strahlungswärme und Leitungswärme standhalten.
Hohe Belastung: Hält Walzkräften (bis zu Tausenden von Tonnen) und häufigen Stoßbelastungen stand.
Staubig/feucht: Fließendes Kühlwasser und Eisenoxidablagerungen neigen zum Eindringen und erfordern eine hohe Abdichtung und Korrosionsbeständigkeit.
Funktionale Anforderungen
Genaue Positionierung: Gewährleisten Sie die Parallelität und Walzgenauigkeit der Walzwerkswalzen.
Verschleißfest und ermüdungsbeständig: verlängert die Lebensdauer und reduziert wartungsbedingte Ausfallzeiten.
Schmiergarantie: Zur Reduzierung von Reibung und Verschleiß ist ein Hochdruckschmiersystem (z. B. Öl-Luft-Schmierung) erforderlich.
Wärmebehandlungsprozess des Zwischenrollenlagersitzes im Warmwalzwerk
Die Wärmebehandlung ist ein wichtiger Schritt zur Verbesserung der mechanischen Leistung vonZwischenrolleLagersitze, die üblicherweise die folgenden Schritte umfassen:
Vorbehandlung (Normalisieren oder Glühen)
Beseitigen Sie innere Spannungen in Schmiede- oder Gussteilen, verfeinern Sie die Korngröße und bereiten Sie sie für die nachfolgende Verarbeitung vor.
Abschrecken+Anlassen (Vergüten)
Abschrecken: Erhitzen auf eine kritische Temperatur (z. B. 850–900 °C) und anschließendes schnelles Abkühlen (Wasserabschrecken oder Ölabschrecken), um eine martensitische Struktur mit hoher Härte zu erhalten.
Anlassen: Durch Anlassen bei mittlerer Temperatur (400–600 °C) werden Härte und Zähigkeit ausgeglichen und Sprödbrüche vermieden.
Oberflächenverstärkung (optional)
Induktionshärtung: Lokale Härtung der Lagerkontaktfläche zur Verbesserung der Verschleißfestigkeit.
Aufkohlen/Nitrieren: geeignet für hochlegierten Stahl, verbessert die Oberflächenhärte und Ermüdungsbeständigkeit.
Spannungsarmglühen
Nach der Präzisionsbearbeitung wird ein Niedertemperaturglühen (200–300 °C) durchgeführt, um die Bearbeitungsspannungen zu beseitigen.
GW Präzisionsfertigung alle Arten von Zwischenwalzenlagern und anderen Präzisionswalzwerksteilen.
GW-PräzisionZwischenrollenlagersitz Vorteile:
Hochpräzise, intelligente CNC-Fertigungsanlagen, Hightech-Personal, ein ausgereiftes Verarbeitungssystem, ein strenger Qualitätskontrollprozess und ein hervorragender Produktionsmanagementprozess sind die Garantie für qualitativ hochwertige Produkte.





